Прицврстувачите припаѓаат на општите основни делови, обично наречени и „стандардни делови“.За некои сврзувачки елементи со висока јачина и прецизност, површинскиот третман е уште поважен од термичкиот третман.Сите видови на сврзувачки елементи што се користат во голем број на механичка опрема, скоро сите треба да се состават по површинската обработка, за да се постигне антикорозија, декорација, отпорност на абење, намалување на коефициентот на триење и други ефекти, а неорганската обработка на површината е електрогалванизирање и топло галванизирање. технологија за обложување со катодна заштита.
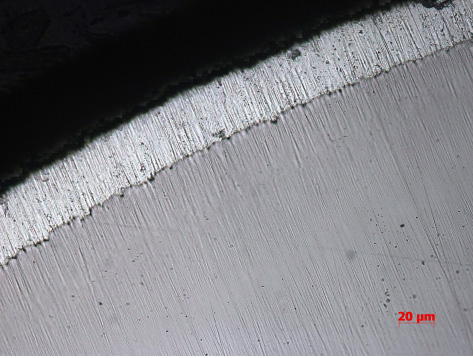
Принципот на електрогалванизирање на производите за прицврстување од челик е употребата на електролиза, формирање на униформа, густа, добро комбинирана метална или легура таложење слој на површината на работното парче, формирање на слој на облога на челичната површина, со цел да се да се постигне заштита од процесот на корозија на челик.Затоа, електрогалванизираниот слој е насочено движење од позитивната електрода до негативната електрода со помош на струја.Zn2+ во електролитот се јадре, расте и се депонира на подлогата под дејство на потенцијал за формирање на поцинкуван слој.Во овој процес, не постои процес на дифузија помеѓу цинкот и железото.Од микроскопско набљудување, тоа мора да биде чист слој од цинк.Во суштина, топло поцинкуван слој од легура на железо-цинк и слој од чист цинк, и галванизиран само слој од чист цинк слој, така што, со слој од легура на железо-цинк од облогата главно се базира на идентификација на методот на обложување, погоден за галванизирани сврзувачки елементи, челична жица, челични цевки и други производи.Металографскиот метод и методот XRD се користат за откривање на облогата за да се разликува електрогалванизирање и топло поцинкување и да се дадат насоки за анализа на дефекти.
Постојат два методи за идентификација на премази за електрогалванизација и топло галванизирање.Еден од нив е металографскиот метод: металографскиот метод не е ограничен со опсегот на содржината и големината на примерокот, и е погоден за сите производи за електрогалванизација и топло поцинкување.Другиот е метод на дифракција на Х-зраци: применлив за дијаметар на завртки и навртки за обложување повеќе од 5 mm во шестоаголната рамнина;Надворешниот дијаметар е поголем од радијанските производи од површината на челична цевка од 8 мм, за да се осигура дека примерокот може да се направи во минимална големина од рамен примерок од површината 5 мм × 5 мм и сите видови производи за обложување.Може да ја потврди кристалната структура на содржината на облогата ≥5% фаза.Примероците со многу дебели наслаги од чист цинк не се погодни за дифракција на Х-зраци.
електрогалванизирање

топло галванизирачки премази
Време на објавување: 15-ти септември 2022 година